научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 02, февраль 2013
DOI: 10.7463/0213.0532755
УДК: 006.922.6; 621.941.08; 621.941.24
Россия, МГТУ им. Н.Э. Баумана
ВВЕДЕНИЕ
Диагностика производственных процессов способствует повышению их эффективности. Современные автоматизированные технологические системы не могут в полной мере диагностироваться в процессе эксплуатации при использовании традиционных подходов. [1]
Система планово-предупредительных ремонтов и регламентных профилактических работ эффективна, когда парк находящегося в эксплуатации оборудования своевременно заменяется новым. В условиях резкого сокращения объёма выпуска новой продукции во всех отраслях машиностроения выяснилась неизбежность работы на изношенном оборудовании различного назначения, отработавшим свой установленный ресурс. Для рациональной и экономически обоснованной эксплуатации обрабатывающего оборудования необходимо обеспечить решение следующих задач: [2]
- диагностика текущего технического состояния оборудования;
- переход от системы планово-предупредительных ремонтов к системе ремонтов по текущему техническому состоянию;
- научно обоснованная оценка остаточного ресурса,
- прогнозирующий мониторинг безаварийной работы станка;
- надёжная аварийная защита.
Очевидно, что соблюдение только взаимозаменяемости по геометрическим параметрам деталей и сборочных единиц оказывается недостаточным для выпуска высокоточного станка. При эксплуатации изделия вступает в силу принципиально неустранимый фактор времени, проявляющийся в износе деталей и деградации их материалов. В связи с этим возрастает острота проблемы оценки текущего технического состояния и прогноза работы [2].
Поскольку применяемые в машиностроении средства измерений не обеспечивают получения необходимой диагностической информации о работе станка, следует повышать точность измерений для возможности оценки текущего технического состояния. Данная задача может быть решена на базе фазохронометрического метода информационно-метрологического сопровождения циклических машин и механизмов [3, 4].
В статье представлена фазохронометрическая система, разработанная для специального токарно-винторезного станка УТ16П, представляющая собой информационно-измерительный комплекс, включающий угловой датчик ЛИР-158А, систему сбора и обработки информации, прикладное и системное программное обеспечение. Структурная схема фазохронометрической системы представлена на рисунке 1.

Рисунок 1 – Структурная схема фазохронометрической системыдля станка УТ16П
Датчик угловых перемещений представляет собой инкрементальный энкодер с 5000 штрихов на измерительном угловом лимбе. К базовой пластине привинчивается датчик трёмя винтами. Хвостовая часть закрепляется в патроне задней бабки.
Угловой датчик крепится к задней бабке и соединяется с деталью при помощи цилиндрического переходника с коническим наконечником. Переходник упирается в предварительно высверленное коническое углубление на оси детали. Переходник соединяется с угловым датчиком посредством муфты. Второй датчик крепится к валу шпинделя с противоположной стороны. Сигнал с энкодера в виде парафазного синусоидального сигнала напряжения (CH~ 1В) поступает в специализированный блок обработки, изготовленный по заказу. АЦП блока имеет частоту дискретизации 120 МГц.

Рисунок 2 – Фотография основной части стенда
Сигнал с датчика передается на АЦП, оцифровывается и через USB интерфейс поступает в ПЭВМ через блок сбора и обработки измерительной информации. В ПЭВМ сигнал обрабатывается с помощью специального программного обеспечения.
При токарной обработке заготовки из стали ШХ15 использовались сменные токарные пластины трехгранной формы TNGN-160408, сплав Т15К6.
Таблица 1 - Геометрические размеры пластин TNGN-160408
Обозначение пластины | L | d | s | R | m |
TNGN-160408 | 16,5 | 9,525 | 4,76 | 0,8 | 13,494 |
Операционный эскиз обработки приведен на рисунке 3.
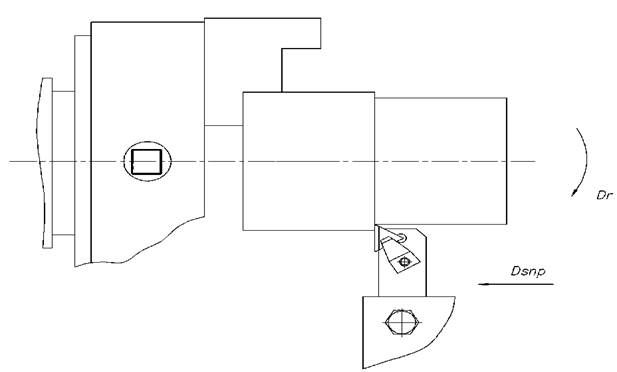
Рисунок 3 - Операционный эскиз обработки детали
Достижение высокой точности технологической системы определяется состоянием основного оборудования и совокупностью случайно меняющихся во времени условий, таких как: динамическая жесткость системы СПИД (станок – приспособление – инструмент - деталь), геометрия и материал режущего инструмента, колебания твердости заготовки, неоднородность свойств поверхности материала обрабатываемых деталей. Данные факторы можно разбить на следующие группы [5]:
- динамические параметры и геометрические характеристики металлорежущего станка;
- физико-механические свойства материала детали;
- свойства поверхности обрабатываемой детали;
- характеристики приспособлений для закрепления детали и инструмента;
- характеристики режущего инструмента (вид, материал резца, геометрия режущей части);
- параметры обработки (скорость резания, подача, глубина резания);
- температурные и термомеханические деформации.
При помощи фазохронометрической системы получены следующие результаты измерений.
Выявлена неравномерность вращения шпинделя на холостом ходу в пределах одного оборота, нерегистрируемая применяемыми в настоящее время традиционными диагностики средствами измерений.
На рисунке 4 приведена полярная хронограмма одного оборота вращения шпинделя с деталью. Скорость вращения 315 об/мин. Зарегистрирована неравномерность вращения шпинделя в пределах одного оборота составляющая от 1 до 3 мкс. Полученные характеристики получены на функционирующем токарно-винторезном станке впервые.
На рисунке 5 показаны результаты измерений вариаций периода вращения шпинделя мтанка, полученные для разных по счету оборотов шпинделя с деталью на холостом ходу, скорость вращения 315 об/мин. Красным показано номинальное вращение шпинделя.

Рисунок 4 – Хронограмма вращения шпинделя станка УТ16П, холостой ход, скорость вращения 315 об/мин, красный – номинальное вращение, синий – реальное вращение
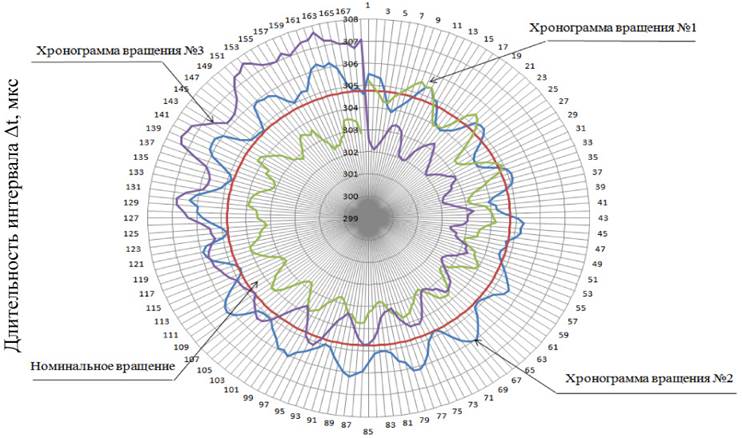
Рисунок 5 – Хронограммы вращения шпинделя станка УТ16П, холостой ход, скорость вращения 315 об/мин
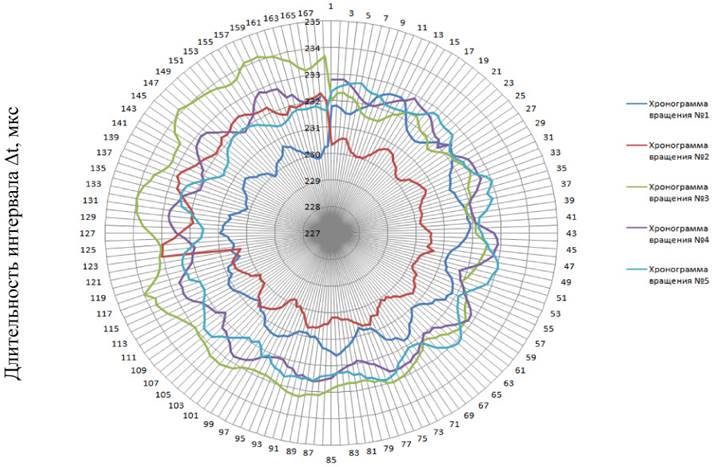
Рисунок 6 – Хронограммы вращения шпинделя станка УТ16П, холостой ход, скорость вращения 400 об/мин
На рисунках 5,6 хронограммы вращения №1, №2, №3, №4 – результаты измерений в пределах одного оборота вращения шпинделя станка с деталью.
Результаты измерений, приведенные на рисунках 5, 6 показали, что характер вращения шпинделя станка представляет собой имеет устойчивые во времени неравномерные характеристики. Неравномерность вращения лежит в пределах от нескольких долей микросекунд до единиц микросекунд и может быть зарегистрирована с погрешностью измерения не более ![]() сек.
сек.

Рисунок 7 – Хронограммы вращения шпинделя станка УТ16П, холостой ход, скорость вращения 1000 об/мин
На рисунке 7 представлены хронограммы вращения шпинделя станка на холостом ходу, скорость вращения 1000 об/мин. Разными цветами показаны хронограммы вращения 1-го, 10-го, 50-го и 200-го оборотов. Также на рисунке приведена хронограмма номинального вращения шпинделя на заданной скорости при отстутствии внешних влияющих факторов.
Составляющие системы, влияющие на параметры вращения шпинделя и точность обработки на станке можно разбить на:
- трехфазный асинхронный двигатель переменного тока, питающийся от сети 380 В, 50 Гц;
- приводные шкивы;
- коробка передач станка;
- погрешности сборки и настройки станка;
- погрешности базирования и установки детали в трехкулачковом патроне.
На рисунках 8, 9 представлены хронограммы вращения шпинделя в виде линейной развертки. На рисунке 9 наблюдается резкое изменение хронограмме вращения. Это может быть вызвано влиянием внешней сети на двигатель или другими внешними факторами (вибрация, упругие, температурные деформации).

Рисунок 8 – Хронограммы вращения станка УТ16П, холостой ход, скорость вращения 1000 об/мин
На рисунке 10 представлены результаты измерений фазохронометрической системой при резании твердым сплавом цилиндрической заготовки из стали ШХ15, скорость вращения шпинделя 315 об/мин. Результаты измерений показали наличие скачков на хронограммах, которые могут быть вызваны упругими отжатиями, неоднородностью механических свойств обрабатываемой детали, неравномерностью перемещения суппорта или др. факторами.

Рисунок 9 – Хронограммы вращения шпинделя станка УТ16П, холостой ход, скорость вращения 2000 об/мин
При анализе измерительной информации получены следующие результаты:
- сформированные на новом метрологическом уровне ряды интервалов времени содержат информацию о функционировании вращающихся частей станка;
- выявлены устойчивые характеристики вращения шпинделя станка;
- определены вариации интервалов времени, соответствующих долям оборота для скоростей вращения 315 об/мин – не более 5,5 мкс, 400 об/мин – не более 3 мкс, 1000 об/мин – не более 1,0 мкс, 2000 об/мин – не более 0,5 мкс.

Рисунок 10 – Хронограммы вращения шпинделя станка УТ16П, резание, скорсть вращения 315 об/мин, s=0,064 мм/об, t=0,4 мм, материал заготовки ШХ15, режущая пластина из сплава Т15К6.
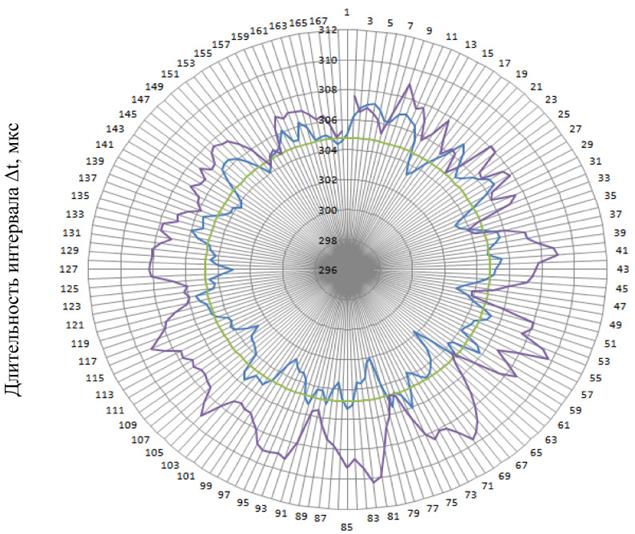
Рисунок 11 – Хронограмма вращения шпинделя станка УТ16П в полярных координатах, резание, скорсть вращения 315 об/мин, s=0,045 мм/об, t=0,5 мм, материал заготовки ШХ15, режущая пластина из сплава Т15К6.

Рисунок 12 – Хронограмма вращения шпинделя станка УТ16П в полярных координатах, резание, скорсть вращения 400 об/мин, s=0,064 мм/об, t=0,2 мм, материал заготовки ШХ15, режущая пластина из сплава Т15К6.
На рисунках 10 – 12 представлены хронограммы вращения шпинделя станка при обработке цилиндрической заготовки, материал ШХ15, режущей пластиной из сплава Т15К6. Следует отметить, что при скорости 315 об/мин наблюдается «рваный» характер вращения по сравнению с холостым ходом. Данное явление объясняется влиянием системы «инструмент-деталь» на вращение шпинделя.
Для оценки диагностических параметров работы станка и привязке к элементам системы проводится спектральный анализ хронограмм.
Спектральный анализ рядов интервалов времени показал наличие области частот в диапазоне от 0,5 до 18 Гц, а также наличие пика устойчивой частоты в области 200 Гц.
Наличие независимых от режимов резания и параметров окружающей среды частот качаний вала шпинделя свидетельствует о присутствии устойчивых признаков работы станка, которые могут быть использованы в качестве диагностических.
На рисунке 13 приведен спектр собственных частот качаний вала шпинделя станка УТ16П, полученный при спектральном анализе хронограмм вращения после применения автокорреляционной функции, скорость вращения шпинделя 315 об/мин, S=0,045 мм/об, t=0,5 мм.

Рисунок 13 – Спектр собственных частот колебаний станка УТ16П, 315 об/мин, S=0,045 мм/об, t=0,5 мм
Сравнительный анализ частот крутильных колебаний токарно-винторезного станка УТ16П приведен в таблице 2. Из результатов видно наличие частот в области 4 Гц, 6 Гц, 9 Гц, 12 Гц и 15 Гц.
Таблица 2 – Значения собственных частот колебаний токарно-винторезного станка УТ16П при разных режимах обработки, материал обработки – сталь ШХ15.
Скорость вращения 315 об/мин; s=0,045 мм/об; t=0,4мм | Скорость вращения 315 об/мин; s=0,045 мм/об; t=0,5мм | Скорость вращения 315 об/мин; s=0,064 мм/об; t=0,4мм | Прерывистое резание, скорость вращения 315 об/мин; s=0,045 мм/об; t=0,4мм | Обработка твердым сплавом, скорость вращения 400 об/мин; s=0,109 мм/об; t=0,2мм +врез. |
- | - | 1,343 Гц | 1,309 Гц | 1,660 Гц |
4,241 Гц | 4,170 Гц | - | 4,583 Гц | 4,160 Гц |
6,362 Гц | 6,255 Гц | 6,042 Гц | 5,892 Гц | 5,824 Гц |
8,482 Гц | 9,035 Гц | 9,398 Гц | 9,166 Гц | 7,488 Гц |
9,896 Гц | 12,510 Гц | - | 12,440 Гц | - |
13,430 Гц | 15,990 Гц | - | 13,750 Гц | - |
17,670 Гц | 207,100 Гц | - | 15,710 Гц | - |
Примечание: «врез» - врезание инструмента в заготовку, t –глубина резания, s– подача.
Анализ литературных источников показывает, что низкочастотные составляющие спектра собственных частот колебаний станка определяется в первую очередь первыми формами колебаний основных корпусных деталей и колебаниями тяжелых узлов при нежестких стыках.
Определенный вклад в нестабильность резания вносит электромеханическое воздействия системы ротор-статор электрического привода, проявляющееся в возникновении дополнительных гармонических составляющих, нарушениях равномерного вращения при резании.
Сравнение спектров собственных частот станка показало:
- частоты в области 1-2, 8, 9, 12, 15, 17 Гц проявляются при обработке детали на станке, значения частот зависят от режимов обработки детали;
- частоты в районе 4-6 Гц соответствуют собственной частоте шпинделя станка;
- значение собственной частоты шпинделя станка с деталью при обработке зависит от режимов обработки (скорость, подача, глубина резания);
- на спектре отчетливо проявляется частота в районе 200 Гц, которая в первую очередь изменяется в зависимости от скорости вращения шпинделя, соответственно характеризует элементы станка.
Области собственных частот является устойчивыми во времени. Данные характеристики определяют первичные признаки работы станка, которые могут использоваться при дальнейшей диагностике.
Фазохронометрическая система диагностики представляет собой комплекс, неотъемлемой частью которого является математическая модель исследуемого объекта. Для оценки параметров работы технологического оборудования фазохронометрическим методом рассмотрим математическую модель движения резца. Дифференциальное уравнение движения резца можно записать в следующем виде [6]:
 , (1)
, (1)
где y – смещение режущей кромки резца от положения равновесия по касательной;
m – эффективная масса резца;
к – жесткость удерживающей его упругой связи;
R – коэффициенты трения в нулевом (без учета нелинейности) приближении;
В – показатель нелинейности.
В простейшем частном случае стационарного динамического режима
для определения зависимости от времени угла поворота вращающейся детали с учетом тормозящего вращающегося момента описывается выражением [7]:
 (2)
(2)
где  ;
; ![]() - начальная фаза.
- начальная фаза.
![]() - радиус точки приложения резца;
- радиус точки приложения резца;
![]() - приведенный момент инерции системы деталь - элементы крепления - привод.
- приведенный момент инерции системы деталь - элементы крепления - привод.
Данное решение позволяет оценивать параметры работы технологического оборудования фазохронометрическим методом. При этом достижению равномерно распределенных границ интервалов угла поворота, возмущенному резанием и неравномерным режимом вращения, соответствуют временные интервалы ![]() . При этом в вариациях интервалов
. При этом в вариациях интервалов ![]() содержится информация о режиме работы и процессе резания. [7]
содержится информация о режиме работы и процессе резания. [7]
Классификация дефектов и оценка фактического технического состояния элементов станка производится на основании результатов и измерений, приведенных в данной статье, и имитационного многофакторного математического моделирования исследуемого объекта. [8]
ЗАКЛЮЧЕНИЕ
Представлены результаты измерений кинематических параметров станка УТ16П с применением фазохронометрической системы. Характер вращения шпинделя станка имеет устойчивые во времени характеристики структуры от оборота к обороту, а достигнутая точность измерений позволяет увидеть их вариации. Неравномерность вращения лежит в пределах от нескольких долей микросекунд до единиц микросекунд и зарегистрирована с абсолютной погрешностью измерения ![]() сек.
сек.
Получены результаты измерений вариаций вращения шпинделя станка фазохронометрической системой при резании твердым сплавом Т15К6 цилиндрической заготовки из стали ШХ15.
При анализе измерительной информации получены следующие результаты:
- сформированные на новом метрологическом уровне ряды интервалов времени содержат информацию о функционировании вращающихся частей станка;
- выявлены устойчивые характеристики вращения шпинделя станка;
- определены вариации интервалов времени, соответствующих долям оборота для скоростей вращения 315 об/мин – не более 5,5 мкс, 400 об/мин – не более 3 мкс, 1000 об/мин – не более 1,0 мкс, 2000 об/мин – не более 0,5 мкс.
Спектральный анализ рядов интервалов времени показал наличие области частот в диапазоне от 0,5 до 18 Гц, а также наличие пика устойчивой частоты в области 200 Гц. Низкочастотная область характеризуется режимами обработки, материалом детали.
Обработка данных и сравнительный анализ частот крутильных колебаний токарно-винторезного станка УТ16П показал наличие устойчивых частот в области 4 Гц, 6 Гц, 9 Гц, 12 Гц и 15 Гц.
Получение измерительной диагностической информации в целях информационного и метрологического сопровождения станка возможно при относительных погрешностях измерений времени не более ![]() %.
%.
Представлены результаты исследований, выполняемых по Государственному контракту № 16.740.11.0710 в рамках федеральной целевой программы "Научные и научно-педагогические кадры инновационной России" на 2009-2013 годы.
Список литературы
1. Григорьев С.Н., Гурин В.Д., Козочкин М.П. и др. Диагностика автоматизированного производства / Под ред. С.Н. Григорьева. М.: Машиностроение, 2011. 600 с.
2. Пронякин В.И. Проблемы диагностики циклических машин и механизмов // Измерительная техника. 2008. № 10. С. 9-13.
3. Киселёв М.И., Пронякин В.И. Проблема точности при метрологическом обеспечении производства и эксплуатации машин и механизмов // Проблемы машиноведения: точность, трение и износ, надежность, перспективные технологии / Под ред. В.П. Булатова. СПб.: Наука, 2005. С. 7-24.
4. Комшин А.С. Метрологическое обеспечение работы металлорежущих станков фазохронометрическим методом // Сборник докладов Всероссийской научной школы «Современные технические средства диагностики металлорежущих станков» (6-7 сентября 2011 г.). М., 2011. С. 29-34.
5. Сабиров Ф.С. Повышение эффективности станков на основе их диагностирования и определения виброустойчивости в рабочем пространстве: дис. … док. техн. наук. М., 2009. 255 с.
6. Боголюбов Н.Н. Избранные труды. В 3 т. Т. 1. Киев: Наукова думка,1969. 320 с.
7. Разработка научных основ создания системы информационно-метрологического обеспечения жизненного цикла машин и механизмов: отчет о НИР / МГТУ им. Н.Э. Баумана; рук. Киселев М.И.; исполн. Комшин А.С. и др. М., 2010. 152 с.
8. Комшин А.С. Математическое моделирование станков при фазохронометрической диагностике // Сборник докладов X-го Всероссийского совещания-семинара «Инженерно-физические проблемы новой техники» (17-19 апреля 2012 г.). М., 2012. С. 125-128.
Публикации с ключевыми словами: токарный станок, измерение, диагостика, резание, фазохронометрия
Публикации со словами: токарный станок, измерение, диагостика, резание, фазохронометрия
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||