научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 09, сентябрь 2012
DOI: 10.7463/0912.0476265
УДК 531.383
Россия, МГТУ им. Н.Э. Баумана
Введение
Применение гироскопов для высокоскоростного транспорта с изменяемой траекторией движения требует высокой точности, малого дрейфа нуля, минимизации основной погрешности и снижения или полной компенсации нулевого сигнала. Для гироскопов компенсационного типа особенно значимым является величина нулевого сигнала, зависящая от качества изготовления топологических элементов чувствительного элемента (маятника). Задача компенсации величины нулевого сигнала является актуальной и обладает научной новизной. На основе анализа технологического процесса изготовления топологических элементов маятника разработана методика и проведены расчеты компенсации с целью минимизации нулевого сигнала в МЭМС гироскопе.
Обзор состояния вопроса. Широко известны и производятся микромеханические гироскопы (ММГ) с электростатическими системами возбуждения. В этих приборах имеется лишь одна возможность для компенсации нулевого сигнала – посредством электрических компенсационных сигналов. При больших уровнях нулевых сигналов имеет место температурная и временная нестабильность компенсации, что снижает точностные характеристики прибора.
Место работы среди известных работ. В рассмотренном ММГ используются магнитоэлектрические системы возбуждения и обратной связи, позволяющие обеспечить работоспособность прибора при больших зазорах (десятки микрометров вместо десятых долей микрометров в электростатических приборах) и при отсутствии вакуумирования. Рассмотренный прибор дополнительно к компенсации посредством электрических сигналов допускает устранение нулевых сигналов в процессе изготовления маятников и сборки приборов. Все это способствует упрощению и удешевлению технологических процессов производства приборов, повышает их точностные характеристики и делает рентабельным выпуск приборов на существующем оборудовании электронной промышленности России даже при ограниченных объемах выпуска (до 10000 шт в год).
Основная цель работы. Целью работы является разработка и применение методики компенсации нулевого сигнала микромеханического гироскопа.
Научная новизна работы. В отличие от существующих методов МЭМС технологий, которые не позволяют реализовывать доработку изделий в процессе их изготовления, в статье рассматриваются новые технологические приемы доработки деталей в процессе их изготовления. В результате, имеется возможность уменьшения погрешности прибора вида «смещения нуля» и увеличить выход годных приборов.
Постановка задачи. Задачей работы является разработка способа компенсации нулевого сигнала микромеханического гироскопа путем корректировки геометрии формы упругих перемычек маятникового узла гироскопа в процессе его изготовления методами МЭМС технологии.
1. Анализ технологических процессов изготовления упругих элементов чувствительного элемента маятникового типа
Рассмотрим движение маятника двухкоординатного микромеханического гироскопа представленного на рис. 1 и описанного в [1]. Подвес маятника гироскопа состоящий из четырех упругих перемычек, соединяющих маятник с неподвижной центральной частью чувствительного элемента, изготавливается методом двухстороннего жидкостного травления кремниевой пластины толщиной 380 мкм с ориентацией плоскости среза (100) и расположением упругих перемычек по направлениям <010> и < 001>, которые из-за несовмещения шаблонов при двухсторонней фотолитографии имеют несовершенную форму, показанную на рис. 2, причем величины относительного смещения стенок упругого элемента соответствуют предельной точности, достижимой в настоящее время и составляющей 1 мкм. Наличие такой погрешности при возбуждении угловых колебаний маятника вокруг оси z ортогональной плоскости маятника из-за несовпадения главных центральных осей поперечного сечения упругих элементов с осями приложения силовых факторов будет вызывать дополнительные угловые колебания маятника вокруг экваториальных осей x и y, являющихся выходными осями гироскопа.

Рис. 1. Упругий подвес маятника
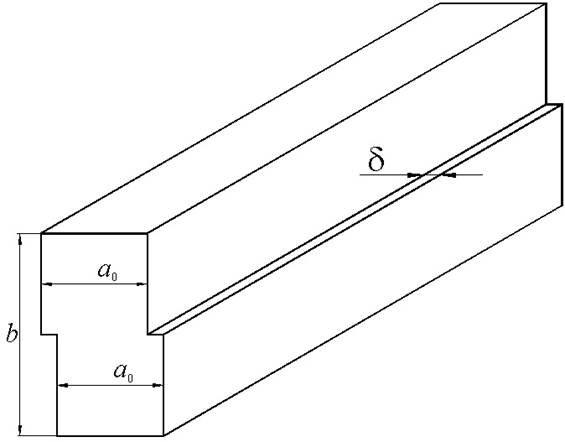
Рис. 2. Вид упругого элемента при смещении фотошаблонов
Моделирование движения маятника в среде ANSYS (см. рис.3) показало, что для маятника с параметрами: диаметром 18 мм, толщиной 0.38 мм, амплитудой и частотой резонансных колебаний маятника вокруг оси z – 1° и 1000 Гц соответственно, – эти колебания соответствуют нулевому сигналу гироскопа эквивалентному измеряемой угловой скорости равной 400 о/с, что в десятки тысяч раз превышает желаемый уровень нулевого сигнала прибора. Известны различные методы компенсации нулевого сигнала [2], однако их применение не всегда обеспечивает высокую временную и температурную стабильность компенсации. В связи с этим целесообразно рассмотреть возможность принципиально иных методов компенсации нулевого сигнала, причем, на более раннем этапе изготовления гироскопа – на этапе изготовления маятника.

Рис.3. Угловые повороты упругого подвеса вокруг измерительных осей при смещении фотошаблонов на 10 мкм вдоль горизонтальной оси x
2. Методика и расчеты компенсации нулевого сигнала микромеханического гироскопа
Для компенсации нулевого сигнала выполним путем дополнительного дотравливания выемок в телах упругих элементов таким образом, чтобы их влияние было противоположно влиянию искажений, образующиеся в процессе двухстороннего травления из за неточности совмещения масок при двухсторонней фотолитографии.
При анизотропном жидкостном травлении кремниевой пластины происходит перемещение с равной скоростью плоскостей (100), (010) и (001), ограничивающих формируемые углубления. В момент, когда плоскости (100) формируемых углублений смыкаются, образуются сквозные отверстия и образуется упругая балка. Размер ![]() , образующий упругий элемент, зависит от исходной толщины балки. Если, например, допуск на толщину кремниевой пластины составит ±5 мкм, то разброс ширины упругого элемента
, образующий упругий элемент, зависит от исходной толщины балки. Если, например, допуск на толщину кремниевой пластины составит ±5 мкм, то разброс ширины упругого элемента ![]() также будет ±10 мкм. Жесткость этого элемента в плоскости возбуждения крутильных колебаний зависит от куба ширины его сечения и в первой степени от его длины. Кроме того из-за разброса исходных толщин пластин будет изменяться момент инерции самого маятника. Поэтому разброс толщины кремниевой пластины будет оказывать заметное влияние на резонансную частоту колебаний маятника гироскопа вокруг оси z. Система возбуждения гироскопа, описанная в [1], использует управляемый лангоситовый генератор, имеющий небольшой диапазон изменения частоты настройки (порядка 0,2 % от номинала). Таким образом, при изготовлении маятников может потребоваться ряд лангоситов с различными собственными частотами и их индивидуальный подбор к каждому маятнику. Учитывая высокую стоимость лангоситов и необходимость индивидуального заказа на их производство, желательно обеспечивать изготовление маятников с разбросом резонансной частоты
также будет ±10 мкм. Жесткость этого элемента в плоскости возбуждения крутильных колебаний зависит от куба ширины его сечения и в первой степени от его длины. Кроме того из-за разброса исходных толщин пластин будет изменяться момент инерции самого маятника. Поэтому разброс толщины кремниевой пластины будет оказывать заметное влияние на резонансную частоту колебаний маятника гироскопа вокруг оси z. Система возбуждения гироскопа, описанная в [1], использует управляемый лангоситовый генератор, имеющий небольшой диапазон изменения частоты настройки (порядка 0,2 % от номинала). Таким образом, при изготовлении маятников может потребоваться ряд лангоситов с различными собственными частотами и их индивидуальный подбор к каждому маятнику. Учитывая высокую стоимость лангоситов и необходимость индивидуального заказа на их производство, желательно обеспечивать изготовление маятников с разбросом резонансной частоты ![]() = 1000 Гц в пределах
= 1000 Гц в пределах ![]() . Это требует индивидуальной подгонки размеров упругих элементов подвеса для каждого маятника и является второй задачей метода компенсации нулевого сигнала, рассмотренного в данной статье.
. Это требует индивидуальной подгонки размеров упругих элементов подвеса для каждого маятника и является второй задачей метода компенсации нулевого сигнала, рассмотренного в данной статье.
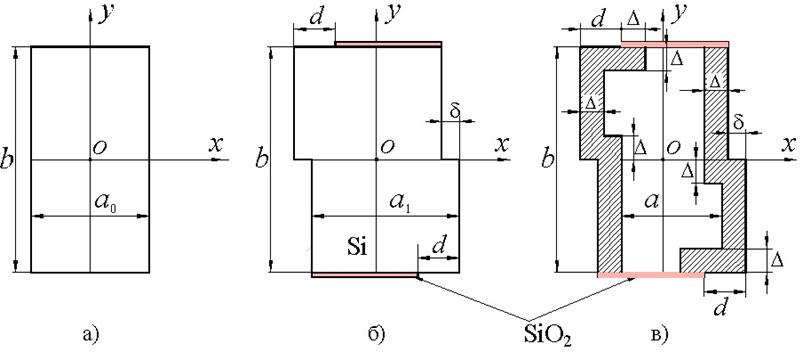
Рис. 4. Компенсация нулевого сигнала дотравливанием упругого элемента подвеса: а) поперечное сечение идеального упругого элемента; б) поперечное сечение полуфабриката маятника; в) поперечное сечение упругого элемента до и после дотравливания
Методика компенсации (смотри рисунок 4) заключается в следующем:
1. На первом этапе изготавливается полуфабрикат маятника (рисунок 4б) с шириной поперечного сечения упругого элемента ![]() . Этот маятник полностью функционально способен и может быть испытан в составе макета гироскопа. При испытаниях определяются: резонансная частота
. Этот маятник полностью функционально способен и может быть испытан в составе макета гироскопа. При испытаниях определяются: резонансная частота ![]()
![]() и уровень нулевого сигнала гироскопа по осям x и y. Далее по разности
и уровень нулевого сигнала гироскопа по осям x и y. Далее по разности ![]() рассчитывается действительная ширина упругого элемента
рассчитывается действительная ширина упругого элемента ![]() , а по величинам и фазе нулевых сигналов по осям x и y определяется несовмещение фотошаблонов
, а по величинам и фазе нулевых сигналов по осям x и y определяется несовмещение фотошаблонов ![]() (для рассматриваемого гироскопа нулевой сигнал равный 400 о/с соответствует несовмещению
(для рассматриваемого гироскопа нулевой сигнал равный 400 о/с соответствует несовмещению ![]() ) и его расположение на боковых гранях упругих элементов.
) и его расположение на боковых гранях упругих элементов.
2. На втором этапе осуществляется вскрытие защитного слоя на участках поверхности упругих перемычек, как показано на рисунке 5. При этом ширина вскрываемых участков d остается неизменной, а длина q определяется расчетным путем, с учетом ![]() , где
, где ![]() –расчетная ширина упругого элемента после компенсационного дотравливания, и производится индивидуальное дотравливание упругих элементов каждого маятника. Время дотравливания рассчитывается исходя из известной скорости травления кремния в 33% водном растворе КОН при
–расчетная ширина упругого элемента после компенсационного дотравливания, и производится индивидуальное дотравливание упругих элементов каждого маятника. Время дотравливания рассчитывается исходя из известной скорости травления кремния в 33% водном растворе КОН при ![]() и составляющей в интересующем нас направлении
и составляющей в интересующем нас направлении  , по формуле:
, по формуле:
 . (1)
. (1)
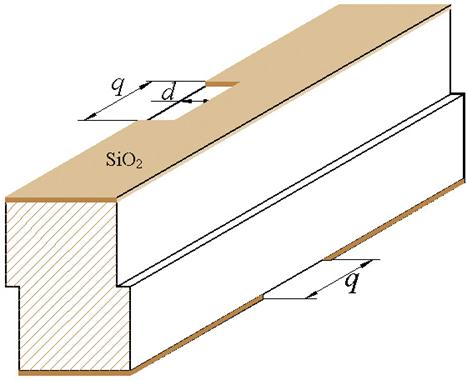
Рис. 5. Упругий элемент со снятым защитным слоем перед дотравливанием.
Длина верхней и нижней части дотравливаемого участка упругого элемента ![]() (рисунок 5) после травления становится равной
(рисунок 5) после травления становится равной ![]() , ширина верхней и нижней части дотравливаемого участка будет равна
, ширина верхней и нижней части дотравливаемого участка будет равна ![]() , а ширина остальных частей элемента будет равна
, а ширина остальных частей элемента будет равна ![]() и
и ![]() в узкой части, а сам элемент примет вид, показанный на рисунке 6.
в узкой части, а сам элемент примет вид, показанный на рисунке 6.
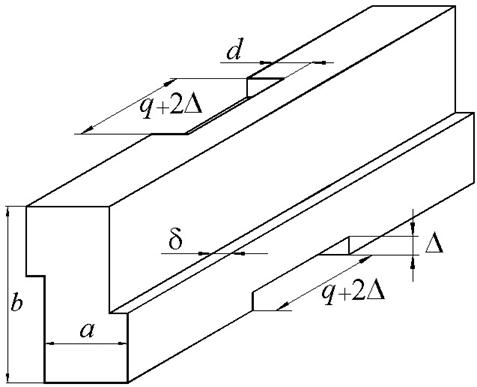
Рис. 6. Вид упругого элемента после доработки.
Определим требования к геометрии поперечного сечения упругого элемента после компенсационного дотравливания, исключающие влияние колебаний возбуждения вокруг оси z на измерительные оси x и y. Показанный на рисунке 4 а номинальный вид поперечного сечения упругого элемента подвеса с шириной, равной в соответствии с чертежной документацией величине ![]() , после предварительного травления с увеличенной шириной
, после предварительного травления с увеличенной шириной ![]() из-за несовмещения фотошаблонов d приобретает вид, показанный на рисунке 4 б. Центробежные моменты инерции этого сечения
из-за несовмещения фотошаблонов d приобретает вид, показанный на рисунке 4 б. Центробежные моменты инерции этого сечения ![]() , определяющие влияние на измерительные оси колебаний возбуждения, пропорциональны смещению d фотошаблонов и равны
, определяющие влияние на измерительные оси колебаний возбуждения, пропорциональны смещению d фотошаблонов и равны
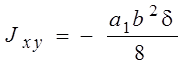 . (2)
. (2)
Далее, после дотравливания открытых боковых частей и вскрытых от защитного слоя частей упругих элементов размерами ![]() получаем поперечное сечение элемента, показанное на рисунке 4 в. Для того, чтобы оси x и y поперечного сечения элемента были главными центральными и упругая реакция элементов соответствовала направлениям силовых факторов (для уменьшения нулевого сигнала гироскопа) необходимо уменьшать величину его центробежных моментов инерции. В частности, для случая
получаем поперечное сечение элемента, показанное на рисунке 4 в. Для того, чтобы оси x и y поперечного сечения элемента были главными центральными и упругая реакция элементов соответствовала направлениям силовых факторов (для уменьшения нулевого сигнала гироскопа) необходимо уменьшать величину его центробежных моментов инерции. В частности, для случая ![]() (
(![]() - длина упругого элемента), физически это соответствует равенству центробежных моментов инерции элементов сечения F1 и F2, показанных на рисунке 7, т.е. равенству произведения площадей на координаты их центров масс,
- длина упругого элемента), физически это соответствует равенству центробежных моментов инерции элементов сечения F1 и F2, показанных на рисунке 7, т.е. равенству произведения площадей на координаты их центров масс,
![]() . (3)
. (3)
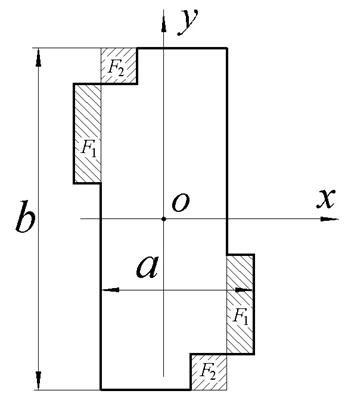
Рис. 7. К расчету центробежных моментов инерции сечения упругого элемента
Или с учетом размеров показанных на рисунке 4, получим соотношение (4)
![]() , (4)
, (4)
связывающее расчетную величину дотравливания ![]() с геометрическими параметрами поперечного сечения элемента, в том числе несовмещением фотошаблонов
с геометрическими параметрами поперечного сечения элемента, в том числе несовмещением фотошаблонов ![]() . Это соотношение можно преобразовать к виду
. Это соотношение можно преобразовать к виду
 (5)
(5)
которое представлено графиком зависимости ![]() на рисунке 8 при
на рисунке 8 при ![]() ,
, ![]() и различных значениях d (практически эта величина выбирается неизменной, а регулируется длина дотравливаемого участка
и различных значениях d (практически эта величина выбирается неизменной, а регулируется длина дотравливаемого участка ![]() ).
).
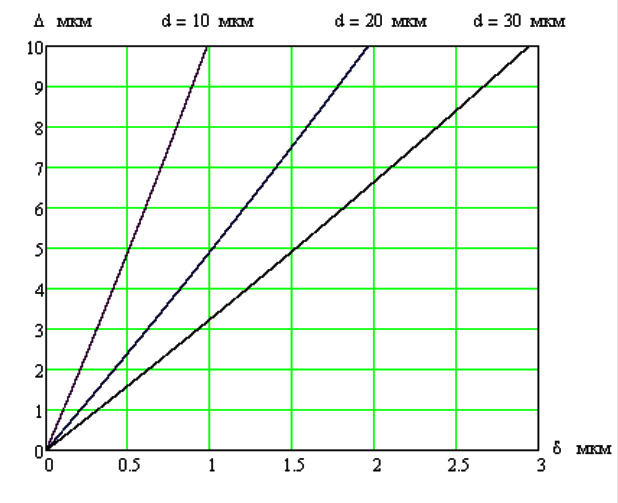
Рис. 8. Зависимость величины дотравливания Δ от величины смещения фотошаблонов δ
Для определения длины вскрываемого участка q необходимо воспользоваться разработанной ранее (смотри рисунок 3) в среде ANSYS моделью подвеса, позволяющей определять собственные частоты, учитывать несовмещение фотошаблонов и геометрию подвеса после технологического дотравливания.
Заключение
1. Проанализирована оригинальная технологическая схема изготовления чувствительного элемента маятникового типа, изготавливаемого из кремниевой пластины с ориентацией плоскости среза (100).
2. Предложена методика и комбинированный расчет компенсации нулевого сигнала микромеханического гироскопа.
3. Разработана методология компенсации нулевого сигнала микромеханических гироскопов.
Результаты исследований, приведенные в статье, получены в процессе выполнения НИР "Разработка интегрированного микроэлектромеханического датчика угловых скоростей для гироскопа высокоскоростного транспорта" по ГК № 16.513.11.3055 в рамках мероприятия 1.3 федеральной целевой программы "Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2007-2013 годы".
Список литературы
1. Коновалов С.Ф., Подчезерцев В.П., Майоров Д.В., Пономарев Ю.А., Сидоров А.Г., Парк Х.В., Квон Т.И., Ли Г.С., Сео Дж.Б. Двухкоординатный микромеханический ДУС с магнитоэлектрическими датчиками обратной связи // Гироскопия и навигация. 2010. № 3 (70). С. 61-71.
2. Mikko Saukoski, Lasse Aaltonen, Kari A.I.Halonen. Zero-Rate Output and Quadrature Error Compensation // IEEE Sensors Journal. 2007. Vol.7, no. 12. P. 1639-1651. DOI http://dx.doi.org/10.1109/JSEN.2007.908921
Публикации с ключевыми словами: датчик угловой скорости, микромеханический гироскоп, компенсация нулевого сигнала, фотолитография, технологическое дотравливание
Публикации со словами: датчик угловой скорости, микромеханический гироскоп, компенсация нулевого сигнала, фотолитография, технологическое дотравливание
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||